
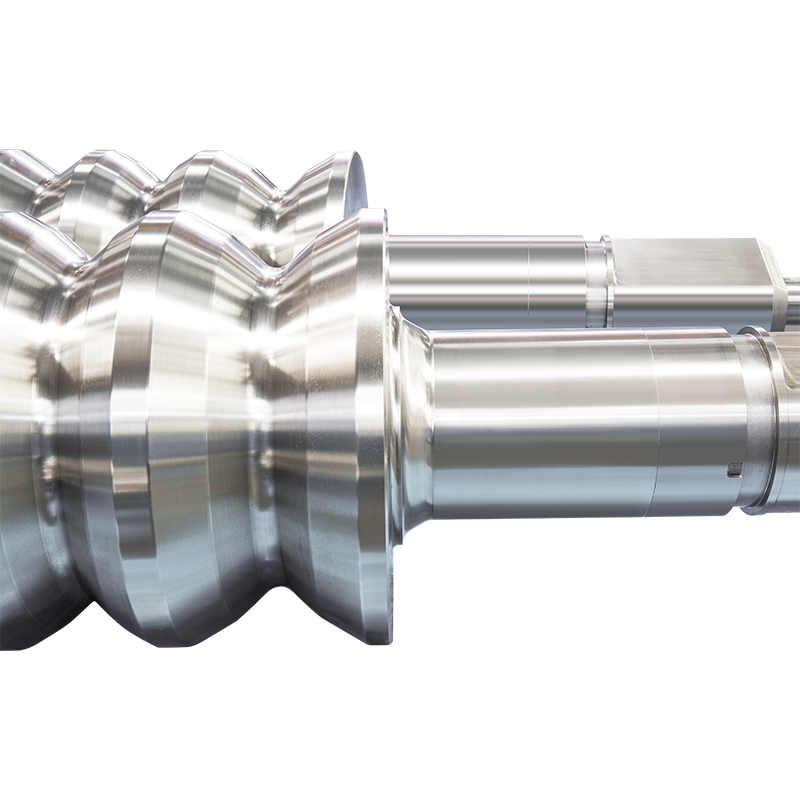
Liate oceľová rožka sú kritickými komponentmi v kovových odvetviach, najmä v valcovacích mlynoch. Ponúkajú nákladovo efektívne riešenie s vynikajúcou odolnosťou proti opotrebeniu, húževnatosťou a tepelnou stabilitou. Tento článok skúma vlastnosti, výrobné procesy a kľúčové aplikácie liatech oceľových roliek a zároveň ich porovnáva s alternatívnymi typmi roliek.
Odliata oceľová rolka je valcový nástroj používaný v valnom mlynách na tvar, znižuje hrúbku alebo prepožičiava povrchové povrchové úpravy kovovým výrobkom. Tieto rolky sa vyrábajú pomocou metód odlievania, ktoré v určitých priemyselných aplikáciách ponúkajú zreteľné výhody.
Cast oceľové rolky majú niekoľko dôležitých vlastností, vďaka ktorým sú vhodné pre náročné priemyselné aplikácie:
| Majetok | Opis | Dôležitosť |
|---|---|---|
| Tvrdosť | Typicky 35-85 Hs (pobrežie tvrdosti) | Určuje odolnosť proti opotrebeniu |
| Tvrdosť | Odpor | Zabraňuje prasknutiu pod stresom |
| Tepelná stabilita | Udržiava vlastnosti pri vysokých tempoch | Nevyhnutné pre valcovanie horúceho |
| Odpor | Lepšie ako veľa liatinových roliek | Rozširuje životnosť |
Výroba vysokokvalitných liateho oceľového roliek zahŕňa niekoľko presných krokov:
Vytvárajú sa drevené alebo kovové vzory, ktoré tvoria dutinu formy pre rolku.
Pieskové formy sa pripravujú pomocou vzorov, zvyčajne s použitím piesku viazaného na živicu na lepšiu povrchovú úpravu.
Oceľ sa roztopí v elektrických oblúkových peciach pri teplotách okolo 1600 ° C (2912 ° F) a opatrne sa naliala do foriem.
Rýchlosť chladenia je kontrolovaná tak, aby sa dosiahla požadovaná mikroštruktúra a minimalizovala vnútorné napätia.
Rolls podlieha procesom, ako je ochladenie a temperovanie, aby sa dosiahli optimálne mechanické vlastnosti.
Konečné rozmery a povrchová úprava sa dosahujú otáčaním, brúsením a leštením.
Ultrazvukové testovanie, merania tvrdosti a rozmerové kontroly zabezpečujú kvalitu produktu.
Odliať oceľové rolky slúžia v rôznych priemyselných odvetviach:
| Priemysel | Aplikácia | Typ |
|---|---|---|
| Výroba ocele | Valcovacie mlyny | Záložné rolky, pracovné kotúče |
| Neželené kovy | Hliníkové valcovanie | Stredné kotúče |
| Spracovanie kovu | Valcovanie dosiek | Rolky s veľkým priemerom |
| Výroba drôtu | Mlyny | Drážkované rolky |
V porovnaní s inými typmi roliek ponúkajú liate oceľové rolky niekoľko výhod:
Nižšie výrobné náklady v porovnaní s kovanými rolkami, najmä pre veľké priemery.
Počas odlievania je možné začleniť komplexné vnútorné chladiace kanály.
Zloženie zliatiny možno presne kontrolovať pre konkrétne aplikácie.
Môže byť produkovaný vo veľkostiach ťažko dosiahnuteľné prostredníctvom kovania.
Pochopenie rozdielov pomáha pri výbere správneho typu rolu:
| Parameter | Liate oceľové rožky | Kované oceľové kotúče |
|---|---|---|
| Výrobná metóda | Odlievanie | Kovanie |
| Zŕn | Väčšie zrná | Jemné, smerové zrná |
| Náklady | Všeobecne nižší | Vyšší |
| Obmedzenia veľkosti | Menej obmedzení | Obmedzené kapacitou kovania |
| Najlepšie | Veľké priemery, komplexné tvary | Aplikácie s vysokým stresom |
Správna údržba rozširuje životnosť a udržuje kvalitu produktu:
Skontrolujte, či nie sú povrchové praskliny, vzory opotrebenia a rozmerové zmeny.
Vodorovne skladujte na čalúnených stojanoch v suchých podmienkach, aby ste zabránili deformácii a hrdze.
Použite vhodné zdvíhacie zariadenie, aby ste predišli poškodeniu nárazu.
Počas používania implementujte správne postupy čistenia a mazania.
Odstráňte povrchové defekty skôr, ako sa šíria do hlbších trhlín.
Pochopenie mechanizmov zlyhania pomáha pri prevencii:
| Typ zlyhania | Príčiny | Metódy prevencie |
|---|---|---|
| Odlupovanie | Únava, preťaženie | Správny výber tvrdosti |
| Tepelné praskanie | Rýchle zmeny teploty | Ovládané chladenie |
| Obliecť sa | Brúsny kontakt | Hardfacing alebo povlaky |
| Rozbitie | Dopad, chyby | Kontrola kvality |
Inovácie naďalej zlepšujú výkon rolu:
Nové skladby ponúkajú lepšie kombinácie tvrdosti a tvrdosti.
Počítačové procesy zabezpečujú konzistentnejšie vlastnosti.
Pokročilé metódy NDT detekujú menšie nedostatky skôr.
Laserové ošetrenia a povlaky predlžujú životnosť.
Zvážte tieto faktory pri výbere Rolls pre vašu aplikáciu:
| Faktor | Úvaha |
|---|---|
| Proces valcovania | Horúce vs. požiadavky na valcovanie za studena |
| Valcovaný materiál | Tvrdosť a drsnosť |
| Objem výroby | Vysoké objemy si vyžaduje viac roliek odolných voči opotrebeniu |
| Konfigurácia | Polohovanie a napätie |
| Rozpočet | Počiatočné náklady verzus celkové náklady na životný cyklus |
Castované oceľové kotúče zostávajú základnými komponentmi v operáciách valcovania kovov, ktoré ponúkajú rovnováhu výkonu a nákladovej efektívnosti. Pochopenie ich vlastností, výrobných procesov a správnej aplikácie pomáha odvetvia maximalizovať ich hodnotu. Vďaka prebiehajúcemu technologickému pokroku sa naďalej vyvíjajú liate oceľové rolky, ktoré uspokojujú neustále rastúce požiadavky na moderné spracovanie kovov.
Spoločnosť Service Life sa veľmi líši (od týždňov do rokov) v závislosti od podmienok aplikácie, valcovaného materiálu a postupov údržby.
Áno, techniky, ako je hardfacing a mletie, môžu predĺžiť životnosť v závislosti od rozsahu poškodenia.
Vyšší uhlík vo všeobecnosti zvyšuje tvrdosť, ale znižuje húževnatosť. Optimálna rovnováha závisí od konkrétnych potrieb aplikácií.
Typicky 8-12 týždňov pre štandardné veľkosti, dlhšie pre rolky na mieru alebo veľký priemer.
Áno, ich dlhšia životnosť a recyklovateľnosť prispievajú k zníženiu vplyvu na životné prostredie v porovnaní s častými náhradami.
Copyright © Huzhou Zhonghang Roll Co., Ltd. All Rights Reserved.


 中文简体
中文简体 pre tyčový mlyn")
 pre pracovný valec s horúcim pásom")
 pre barový mlyn")
 pre sekciovú frézu")
 pre hrubovaciu frézu")
 pre stredný mlyn")
 pre dokončovaciu frézu")
 pre predfinišovací stojan")